
Campus-based system to wash, shred, and dehydrate post-consumer and lab-generated plastics into uniform, extrusion-ready feedstock for closed-loop additive manufacturing.
Waste Diversion Goal
0%
Mean Moisture Loss
0.00%
Std Dev (10 reps)
±0.00 g
Dehydration Setpoint
0°C
PLA Decomp. Onset
~0°C
Team
Nik Polyakov · Reuben Danyali · Declan Lacey (ECE)
System Pipeline
Collect, Shred, Wash, Separate, Dry, Extrude
The system transforms heterogeneous campus plastic waste through six staged subsystems into pellets or filament-ready feedstock. Each stage was selected through test-driven decision logic.
01
Collect
Mixed campus streams
PLA, PP, PE, PET
›
02
Shred
Dual-shaft rotary shear
Controlled particle size
›
03
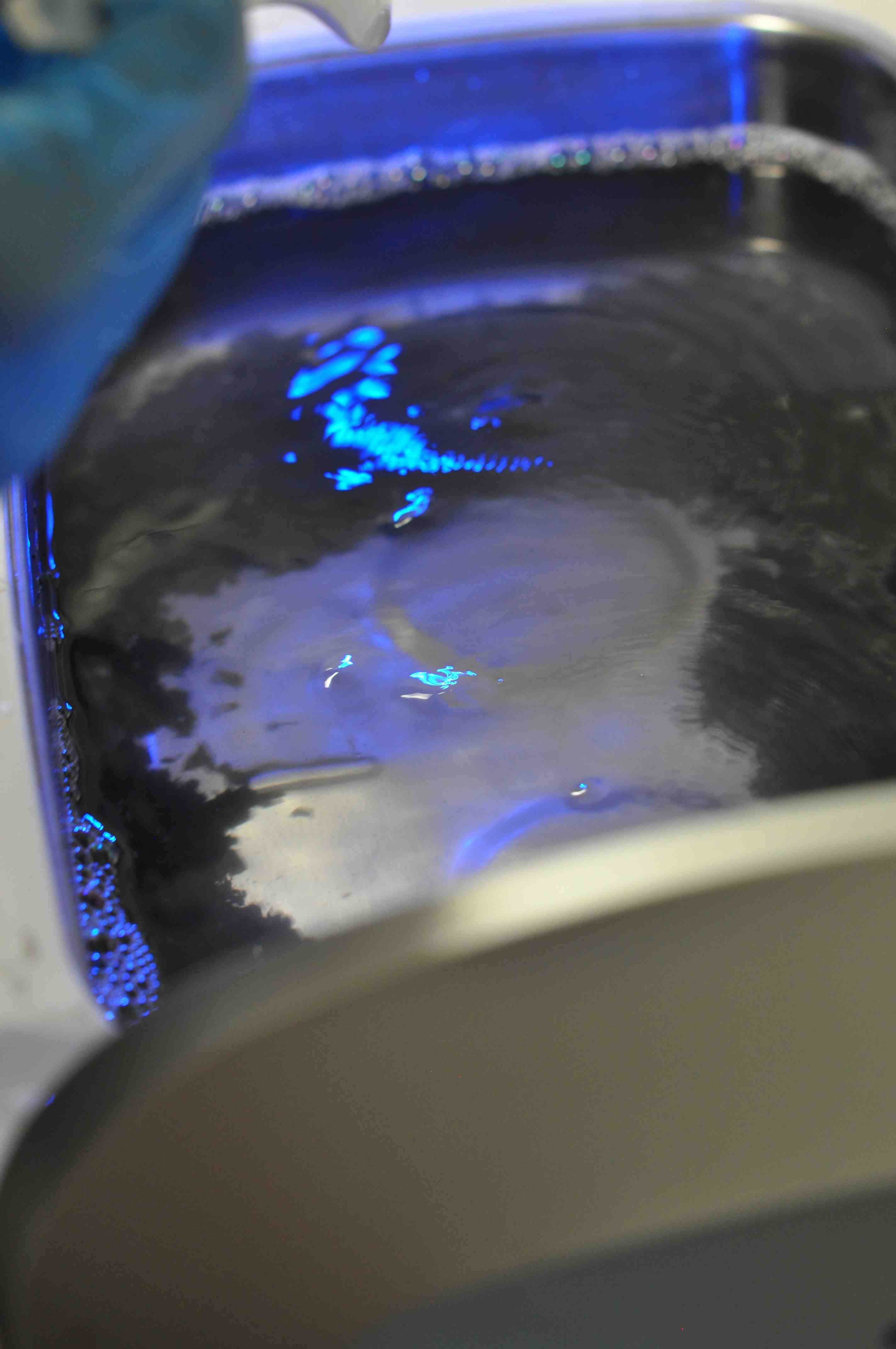
Wash
Ultrasonic cavitation
Shred-first principle
›
04
Separate
Density separation
PP/PE float, PET sinks
›
05
Dry
Thermal + desiccant
Silica gel chamber
›
06
Extrude
Extrusion-ready
feedstock output
1. ID Risks
›
2. Run Tests
›
3. Pick Arch.
›
4. Instrument
Dehydration Experiments
10 reps
Residual moisture is a primary cause of extrusion defects. Absorbed water vaporizes during melt processing and forms internal porosity. Two cook series were run at 60°C, 1 ATM for 15.5 to 17.6 hours. Testing led by Reuben Danyali.
Hypotheses Tested
H1Vacuum lowers water boiling point and accelerates dehydration by increasing volatilization driving force.
H2Vacuum vents trapped gas from irregular fragment cavities and reduces bubble formation during downstream extrusion.
H360°C is far below PLA thermal decomposition onset (~250°C), so degradation risk is negligible at dehydration setpoints.
Series A · Baseline
-0.800 g
Mean mass change (-0.29%). Negligible moisture in as-received PLA confirmed.
Series B · Pre-moisturized (72 hr)
+0.702 g
Mean mass loss (+0.71%). σ = 0.191 g across 10 replicates. True moisture removal confirmed.
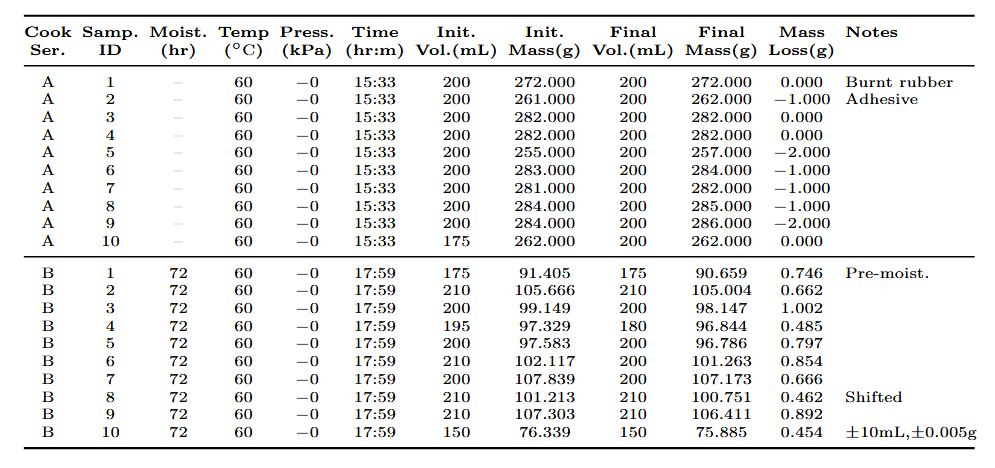
Series B Raw Data · 60°C · 17:59 hr · 10 Replicates
| Sample | Init. Mass (g) | Final Mass (g) | Loss (g) | Loss % | Note |
|---|---|---|---|---|---|
| B1 | 91.405 | 90.659 | 0.746 | 0.82% | Pre-moist. |
| B2 | 105.666 | 105.004 | 0.662 | 0.63% | |
| B3 | 99.149 | 98.147 | 1.002 | 1.01% | |
| B4 | 97.329 | 96.844 | 0.485 | 0.50% | |
| B5 | 97.583 | 96.786 | 0.797 | 0.82% | |
| B6 | 102.117 | 101.263 | 0.854 | 0.84% | |
| B7 | 107.839 | 107.173 | 0.666 | 0.62% | |
| B8 | 101.213 | 100.751 | 0.462 | 0.46% | Shifted |
| B9 | 107.303 | 106.411 | 0.892 | 0.83% | |
| B10 | 76.339 | 75.885 | 0.454 | 0.59% | ±10mL |
Mass Loss Distribution
Next: vacuum operation at -50 to -80 kPa gauge to assess cycle time reduction. Pressure-sealing vessel with temperature, pressure, and time logging plus safety interlocks to be designed.
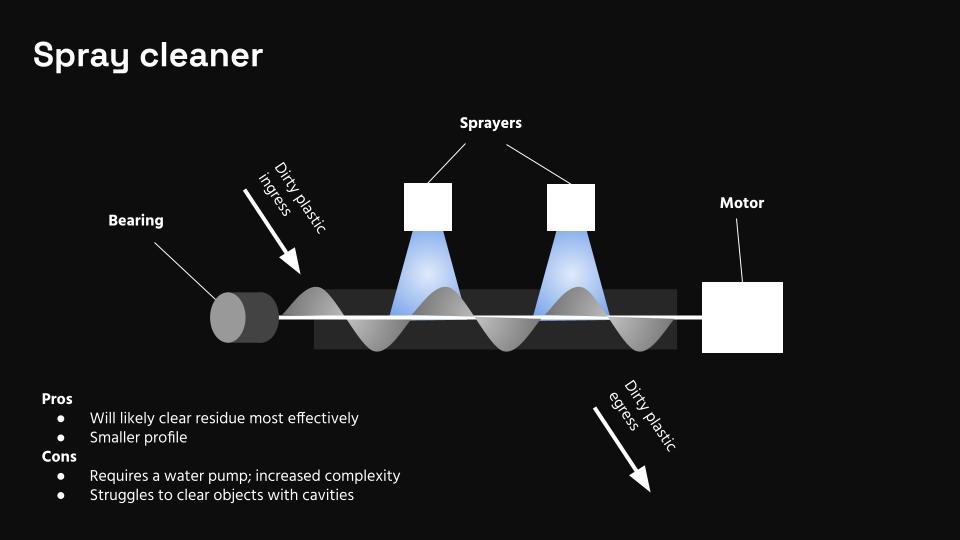
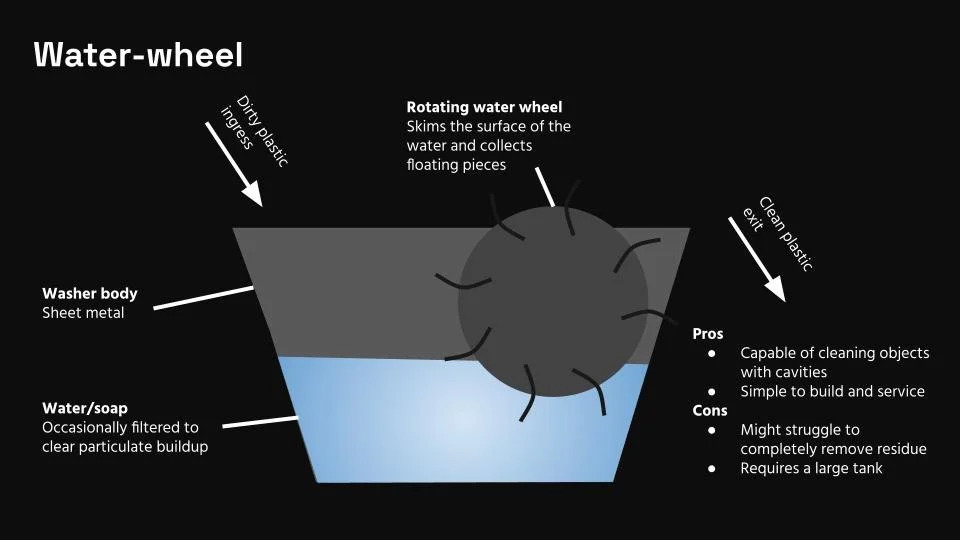
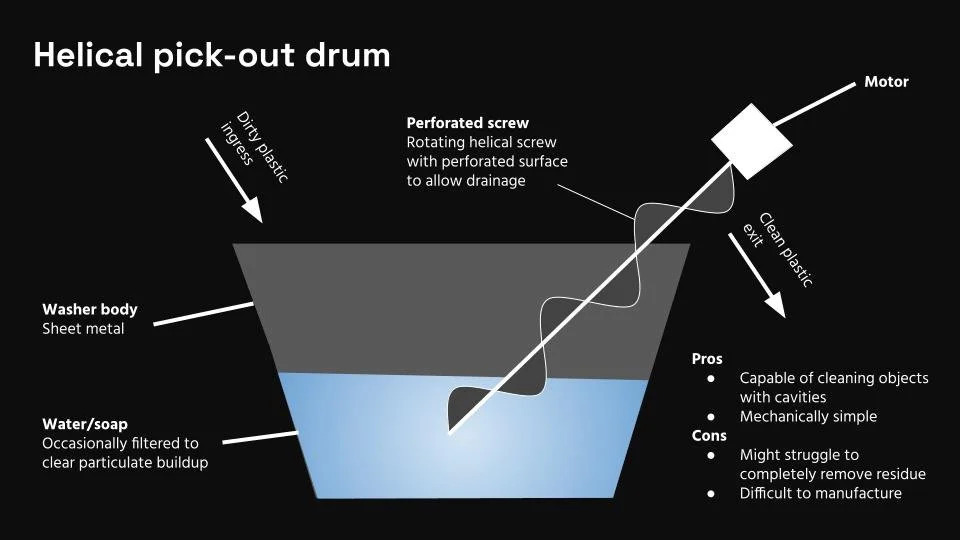
Washer Architecture Evaluation
1 of 4
Shred-first, wash-second: shredding exposes internal cavities otherwise inaccessible to cleaning. Four architectures were evaluated before selecting ultrasonic cavitation for its ability to reach irregular fragment geometries without mechanical abrasion.
+ Simple, low cost
- Misses internal cavities
+ Gravity-based flow
- Limited for small fragments
+ Continuous throughput
- High wear risk
Selected
+ Cavitation reaches internal surfaces
- Higher unit cost
Cleaning Mechanisms
Cavitation: Bubbles collapse asymmetrically near surfaces, generating microjets at hundreds of m/s. Mechanical impact removes adhered contaminants from deep within fragment geometry.
Acoustic Streaming: Fluid motion carries detached material away, contributing to cleaning efficiency across diverse fragment shapes.
Validation Test Plan
01Before vs. after contamination and odor comparison (qualitative).
02Residue check: rinse stage added if surfactant residue is observed after draining and drying.
03Controlled variables: wash time, solution concentration, bath temperature.
04Assess whether cleaning solution affects feedstock surface chemistry.
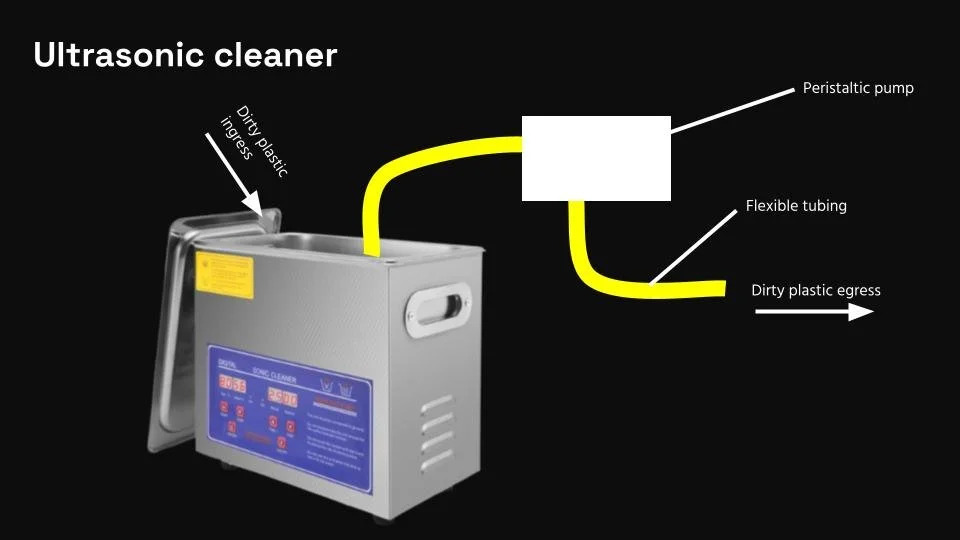
Slurry Transport and Density Separation
PP PEPET PLA
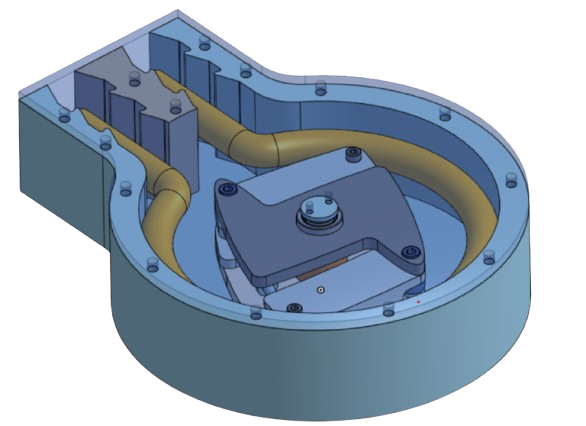

Custom peristaltic pump automates removal of floating plastic fragments from the wash bath, exploiting density differences for a first-pass polymer separation. ECE integration by Declan Lacey.
Microcontroller
STM32
Motor
NEMA 17
Pump Type
Peristaltic
Fallback
Flip Bucket
Polymer Density Separation
PolymerDensity (g/cm³)Behavior
PP0.90 to 0.91Floats
PE0.91 to 0.97Floats
PET1.38 to 1.40Sinks
PLA1.21 to 1.25Sinks
Water Line (ρ = 1.00)
PP 0.90
PE 0.94
PLA 1.23
PET 1.39
The STM32 breakout board will serve as primary controller for all subsystems as further I/O is integrated into the final design.
Shredder Subsystem
SinglevsDual ✓
Shredding is central to the system: it increases surface area for washing and drying, improves process consistency via controlled particle size, and reduces bridging in downstream handling.
Single-Shaft + Screen
+ Controlled output size
- Sensitive to film-like plastics
- Blade geometry critical for PET
- Higher wear sensitivity
Dual-Shaft Rotary ShearSelected
+ High-torque, slow-speed, shear-dominant
+ Robust for mixed and irregular streams
+ Reduced gumming risk
Procuring ready-built unit
Why Shredding Enables the System
Exposes internal cavities so ultrasonic cleaning reaches all surfaces.
Uniform fragment size yields consistent drying residence time.
Controlled particle distribution improves extrusion feedstock packing density.
Reduced bridging enables reliable conveyance through downstream stages.
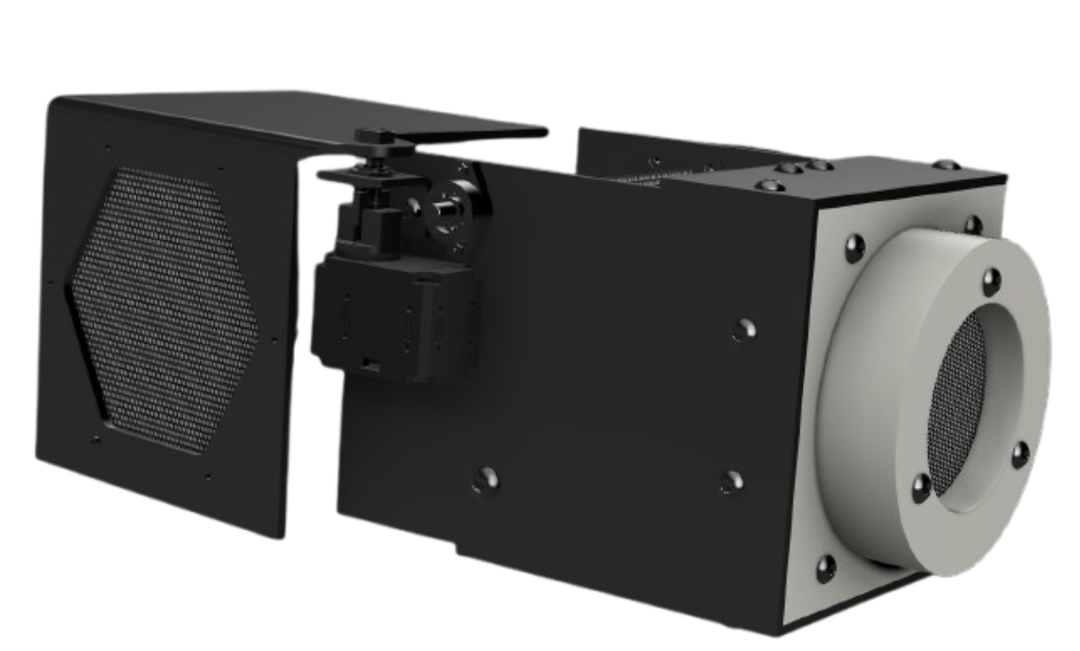
Desiccant Drying Chamber
v1 Threaded
v2 Sliding
Current Build
Threaded-seal prototype. Functional for testing, but threading requires significant torque on the joint and limits ease of access.
Next Revision
Sliding top and bottom doors replace threaded seals. Lower actuation force on the joint enables robotic handling and faster manual access for material loading and unloading.
The current desiccant chamber is a prototype used to validate the drying process. It uses silica gel with a threaded-seal enclosure to maintain low-moisture conditions and prevent reabsorption. Airflow routes through the silica gel bed before contacting plastic, using top ingress and bottom egress. A redesigned version is in development featuring sliding door interfaces on both ends to reduce joint stress and support robotic integration.
Desiccant
Silica Gel
Current Seal
Threaded
Next Seal
Sliding Door
Heating
PTC Integrated
Next Pressure
-50 to -80 kPa
Parameters to be Tuned from Ongoing Tests
01Target moisture content thresholds.
02Required residence time for complete drying.
03Optimal airflow rates through desiccant bed.
04Silica gel regeneration frequency at saturation.
