
Previously, the team used a MacPherson strut setup for the front suspension, with the shock strut doubling as the upper suspension member. While compact, this limits independent geometry tuning and produces poor camber change through travel, causing the tire to lose contact patch on rough terrain. I redesigned the front suspension to a double wishbone layout, giving direct control over camber gain, roll center, and scrub radius. The geometry change meant our existing axles, brake calipers, and wheels no longer had a compatible interface to the new suspension. I designed, mechanically validated, and CNC machined two 6x6x7" aluminum hub carriers to integrate the bearing, brakes, axles, and wishbones into the new configuration.

MacPherson Strut
During the initial design phase, structural finite element analysis (FEA) was conducted to ensure the part could withstand a reasonable load case of 5 kN. The final component achieves a safety factor of 1.4. Results were cross-validated using both ANSYS and SolidWorks.


Finite Element Analysis, pink arrows depict bearing load and green washer contact surfaces on the ears are pinned
Because dimensions for our brake calipers are not listed, I used 3D prints to make sure the spacing of the mounting holes was correct.

3D print test piece check with caliper
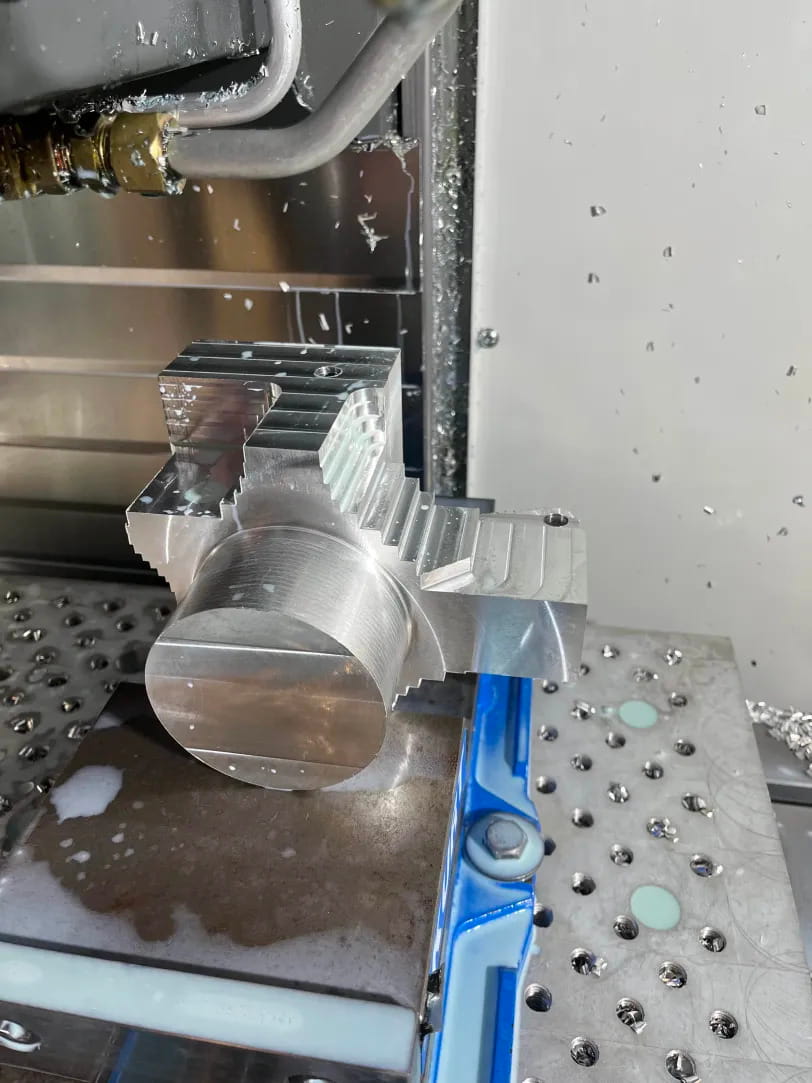
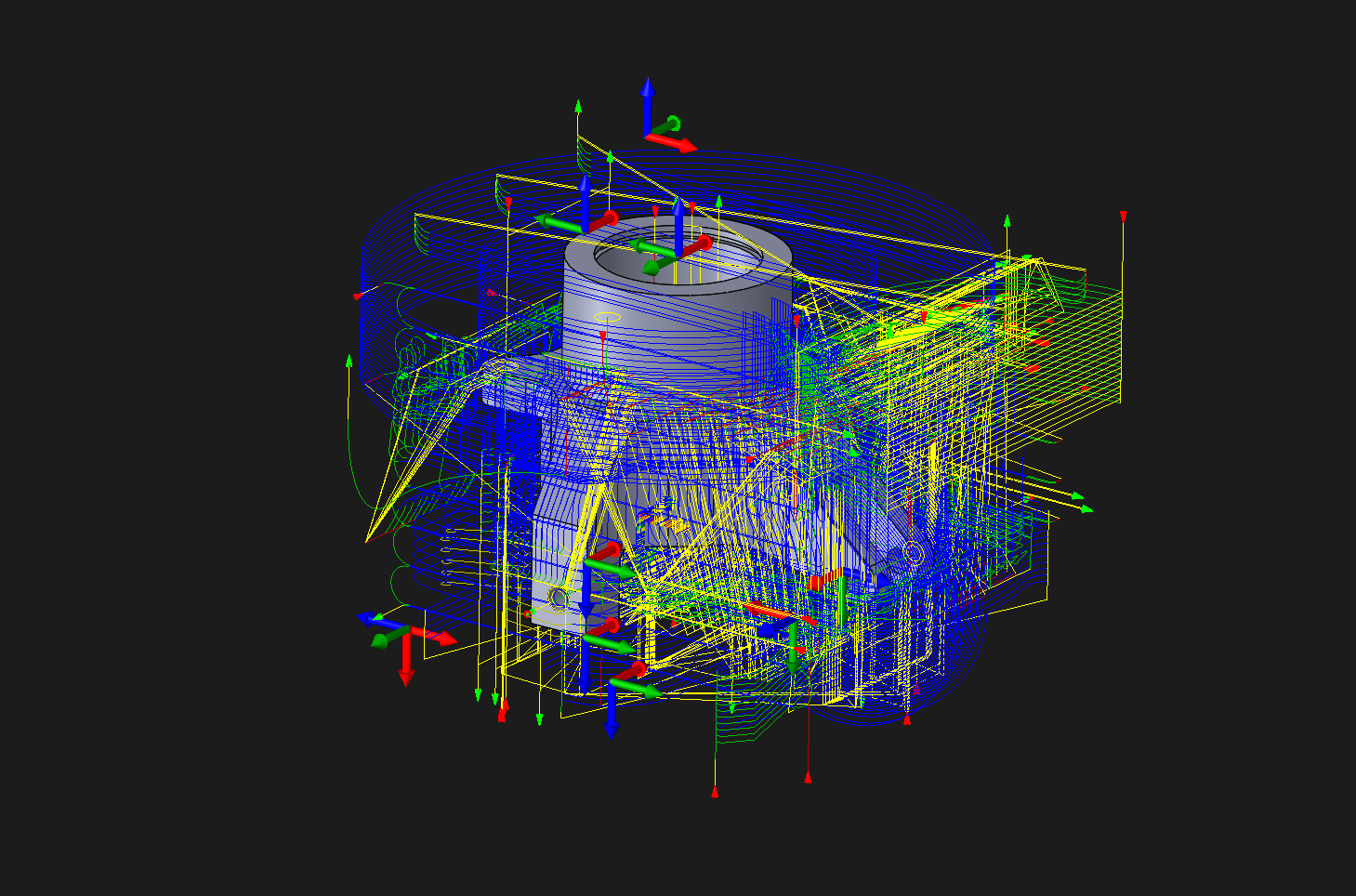
CAM was completed in SolidWorks/HSMWorks across 10 setups, with operations sequenced around a rectangular fixturing section to avoid custom clamps entirely. 3-axis was fine for a two-part run but would hit real limits at scale. Toolpaths were validated against actual tool geometry, especially for the final bore which needed a bearing interference fit.
Machining was developed through direct mentorship from machinists with 30+ years of experience, with design reviews before any material was cut. The practical stuff: climb cutting for finish quality, helical entry to protect tooling, and chip evacuation forcing operation order in ways CAM software never flags. Measuring between every setup caught fixture shift before it compounded. The bearing bore required an interference fit, so the final phase required multiple finishing passes with dial indication checks.
The bigger takeaway was that sequencing is a structural decision. Rough while the part is rigid, finish after geometry stabilizes, tolerance-critical features last.
SolidWorks CAM stock simulation. Red areas are rounding errors where the tool flange touches the material

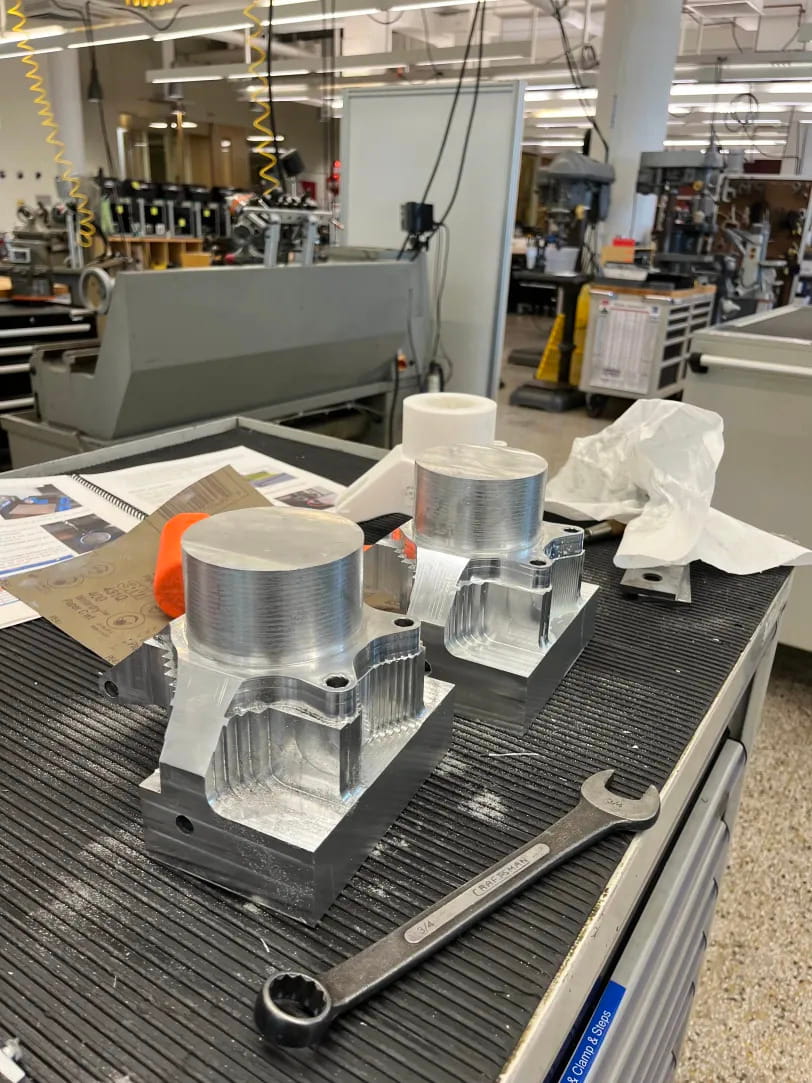
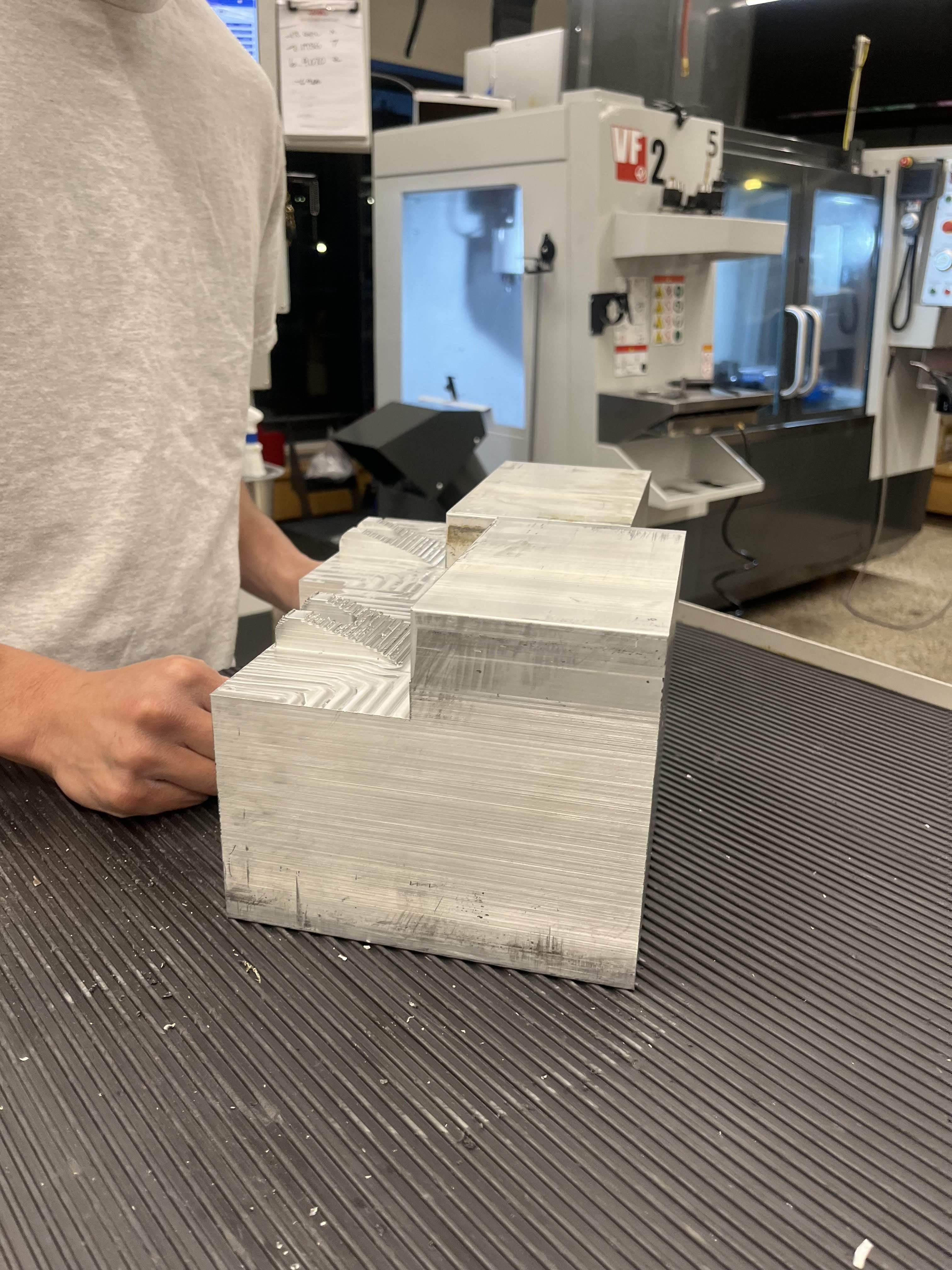
Two custom hub carriers were successfully milled and integrated into the vehicle. The parts achieved ±0.005" overall tolerance, with ±0.001" precision achieved on the bearing bore to meet tight interference fit requirements.